高硬質膜 アルミ切削加工に抜群の効果
BHCは、弊社独自の特殊なプラズマ合成により開発された全く新しい薄膜です。
色調は、Darkblue〜Blackを示します。
また、密着強度はTiNと同様の強度を示し、摩擦係数もDLCより低くなっております。

- 色調:紺色〜黒色
- 硬度:3000~6000HV
- 膜厚:1.0μm
- 摩擦係数:0.07
- 耐熱温度:600℃
- 密着強度:150N
BHCはその名が示すようにブルー色からきております。
開発途中で特殊な条件により青に発色したことから名付けられました。

用途
アルミ切削加工(ドライ切削用), パンチ,ロール等(特殊条件により紺色可能)
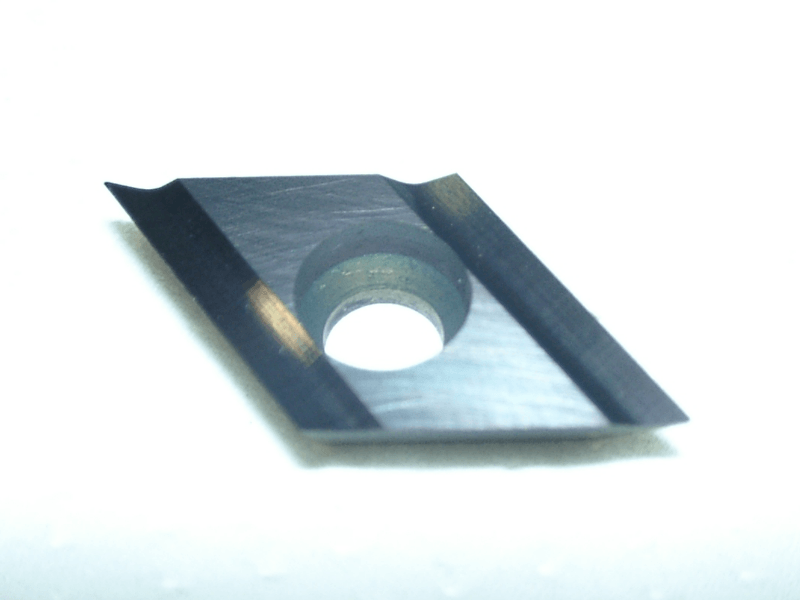
切削チップ
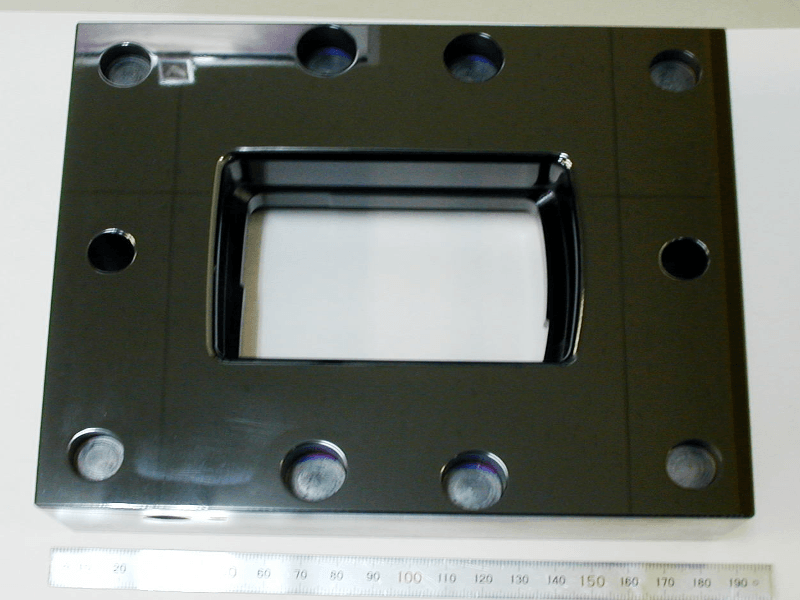
パンチ 四角
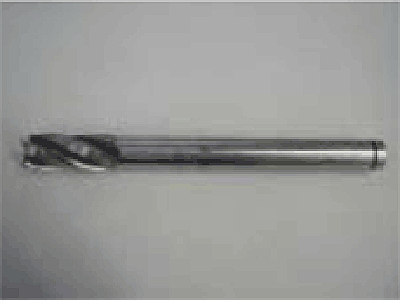
ドリル
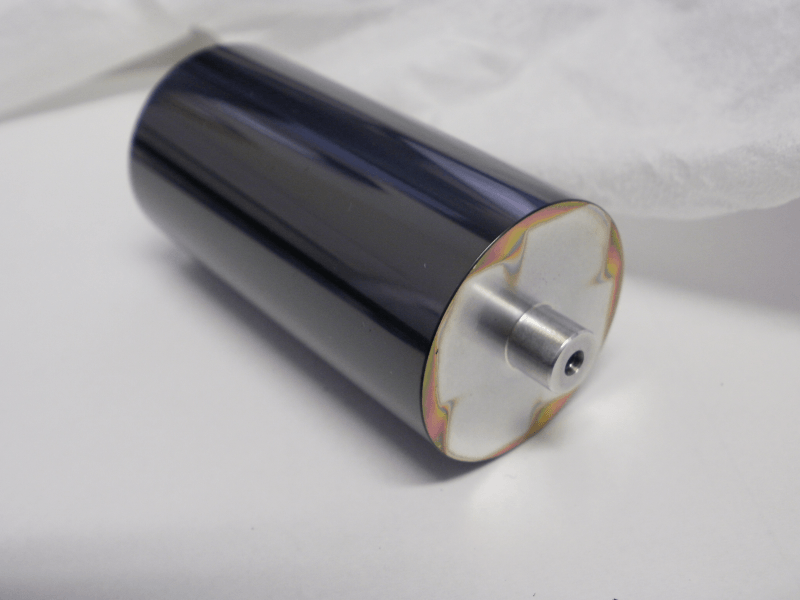
ロール